

全部分类


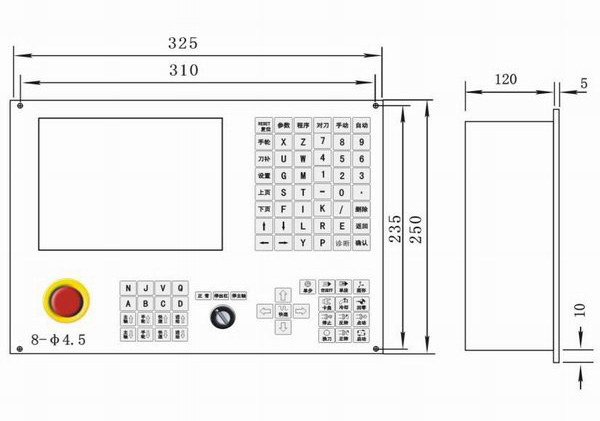
SZGH-CNC990MDb-3 三轴铣床CNC控制器经济类型
产品详情---主板
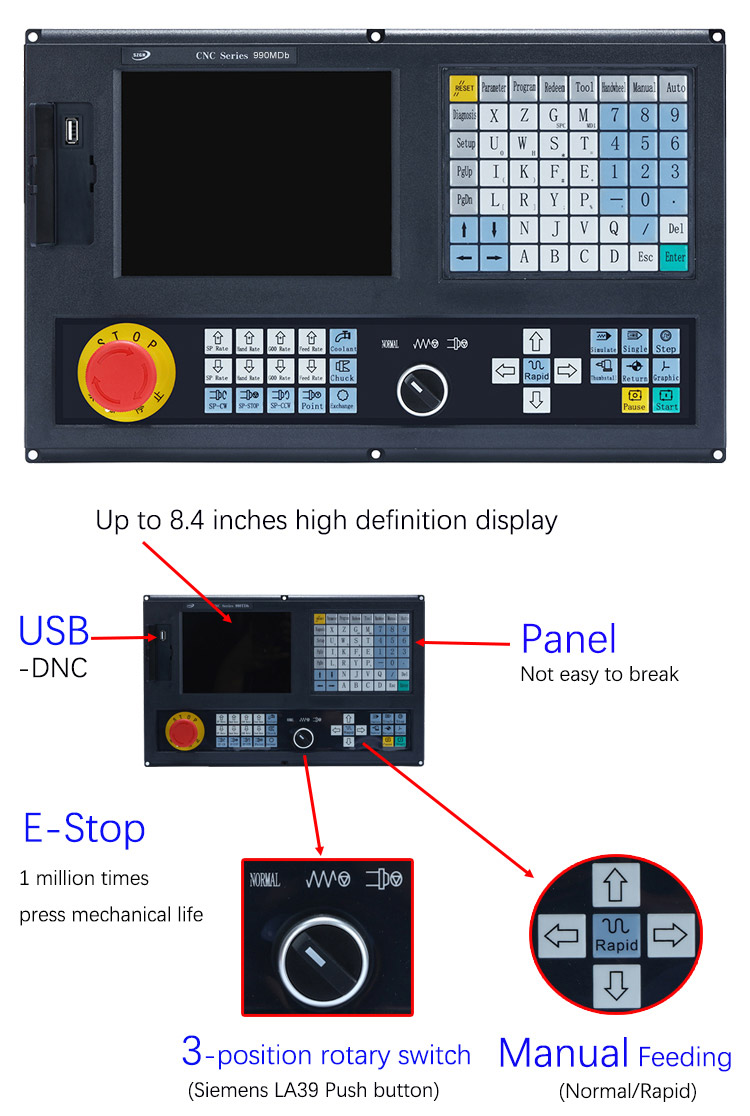
▶ 特点:
1、采用总线Modbus技术,ARM技术+DSP技术+FPGA技术
2、U盘和RS232接口,U盘DNC功能
3、网络远程技术,网上在线直接诊断用户系统
4、128M用户程序空间,无限个程序个数
5、绝对式电机(多圈17位)控制技术
6、最高快移速度300m/mim,加工速度0.01~30m/min
7、插补周期2ms,控制精度0.1um
8、光栅尺全闭环控制技术,加工精度≤2um
9、短直线程序预读技术,满足高速精雕切削
10、中文程序名输入技术,智能化人机界面
▶ 应用程序:
应用于数控铣床机械;铣床机中心;数控雕刻机。


|
G code |
Groups |
Function |
|
|
G00 |
01 |
Fast decides |
|
|
G01 |
The straight line inserts makes up |
||
|
G02 |
Inserts along the circle makes up/the spiral line to insert makes up CW: The spiral motion spiral line inserts makes up the 2 circular arcs insert makes up the axis synchronization migration other axes. The instruction method only is simply adds on is not the circular arc inserts makes up the axis the shifting shaft |
||
|
G03 |
The counter circle inserts makes up/the spiral line to insert makes up CCW |
||
|
G04 |
00 |
pause |
|
|
G15 |
17 |
Polar coordinate instruction cancellation |
|
|
G16 |
Polar coordinate instruction: The polar coordinate (radius and angle), the angle to is chooses the plane the first axis to anti-clockwise changes, but the negative direction is clockwise changes . Form : G** G## G16 G00 IP G**Expresses the plane chosen G## mean G90Work piece coordinate system original point G91Current position Assigns the polar coordinate and zero point |
||
|
G17 |
02 |
Choose the X Yplane |
XX axis or its parallel axis YY axis or its parallel axis ZZ axis or its parallel axis |
|
G18 |
Choose the Z X plane |
||
|
G19 |
Choose the Y Z plane |
||
|
G20 |
06 |
Inch input |
|
|
G21 |
Millimetre input |
||
|
G28/G281/G282/G283/G284 |
00 |
Go to first reference point |
|
|
G30/G301/G302/G303/G304 |
Go to 2,3,4 reference point |
||
|
G26 |
ZXY axis go to program original point |
||
|
G261 |
X axis go to program original point |
||
|
G262 |
Y axis go to program original point |
||
|
G263 |
Z axis go to program original point |
||
|
G264 |
A axis go to program original point |
||
|
G265 |
B axis go to program original point |
||
|
G40 |
07 |
Cancel tool radius compensate |
|
|
G41 |
tool radius compensateleft |
||
|
G42 |
tool radius compensateright |
||
|
G43 |
Tool lenthen positive compensate |
||
|
G44 |
08 |
Tool lenthen negative compensate |
|
|
G45 |
00 |
Tool adding offset |
|
|
G46 |
Tool subtact offset |
||
|
G47 |
Tool adding two multiple offset |
||
|
G48 |
Tool subtact two multiple offset |
||
|
G49 |
08 |
Cancel tool lengthen compensate |
|
|
G37 |
11 |
Cancel scale zoom |
|
|
G36 |
Enable scale zoomformatG36 X_Y_Z_R_ |
||
|
G12 |
22 |
Cancel programmer mirror |
|
|
G11 |
Enable programmer mirror |
||
|
G52 |
00 |
Set local coordinate |
|
|
G53 |
14 |
Chocie coordinate |
|
|
G54 |
Chocie work coordinate 1 |
NoteThese six work coordinate save in CNCuser may choice any one |
|
|
G55 |
Chocie work coordinate 2 |
||
|
G56 |
Chocie work coordinate 3 |
||
|
G57 |
Chocie work coordinate 4 |
||
|
G58 |
Chocie work coordinate 5 |
||
|
G59 |
Chocie work coordinate 6 |
||
|
G60 |
15 |
exactitude stop |
|
|
G64 |
Continue path work |
||
|
G68 |
16 |
rotate coordinateformat G17 G18 G68 a-b- R-; R:Angle G19 |
|
|
G69 |
Cancel rotate coordinate |
||
|
G73 |
09 |
Drill deep hole cycleformat G73 X-Y-Z-R-Q-F- L - Zdistance from R to hole bottom Rdistance from original to R Qfeed depth every time Ffeed speed Lrepeat time |
|
|
G74 |
Left Tap cycleformat G74X-Y-Z-R-P-F- L - |
||
|
G80 |
Cancel cycle mode |
||
|
G81 |
Drill cycleformat G81 X-Y-Z-R-F- L - |
||
|
G82 |
Drill cycleformat G82 X-Y-Z-R-P-F- L - |
||
|
G83 |
Drill cycleformat G83 X-Y-Z-R-Q-F- L -P- |
||
|
G84 |
Right Tap cycle format G84 X-Y-Z-R-P-F- L - |
||
|
G85 |
Drill cycleformat G85 X-Y-Z-R-F- L - |
||
|
G86 |
Drill cycleformat G86 X-Y-Z-R-F- L - |
||
|
G89 |
Drill cycle G89 X-Y-Z-R-P-F-L- |
||
|
G90 |
03 |
Absolute program |
|
|
G91 |
Increase program |
||
|
G98 |
10 |
Go back to origorinal point |
|
-
 42BYGH425-40442BYGH425-4040.00
42BYGH425-40442BYGH425-4040.00 -
 3DM20803DM20800.00
3DM20803DM20800.00 -
 2M4202M4200.00
2M4202M4200.00 -
 2HSS1108H闭环步进驱动器概述: SZGH-2HSS1108H 采用最新专用电机控制DSP芯片和应用矢量型闭环控制技术,从而彻底客服开环步进电机丢步的问题,同时也能明显提升电机的高速性能、降低电机的发热程度和减小电机在震动,从而提升机器的加工速度和精度以及降低机器能耗。2HSS1108H闭环步进驱动器0.00概述: SZGH-2HSS1108H 采用最新专用电机控制DSP芯片和应用矢量型闭环控制技术,从而彻底客服开环步进电机丢步的问题,同时也能明显提升电机的高速性能、降低电机的发热程度和减小电机在震动,从而提升机器的加工速度和精度以及降低机器能耗。
2HSS1108H闭环步进驱动器概述: SZGH-2HSS1108H 采用最新专用电机控制DSP芯片和应用矢量型闭环控制技术,从而彻底客服开环步进电机丢步的问题,同时也能明显提升电机的高速性能、降低电机的发热程度和减小电机在震动,从而提升机器的加工速度和精度以及降低机器能耗。2HSS1108H闭环步进驱动器0.00概述: SZGH-2HSS1108H 采用最新专用电机控制DSP芯片和应用矢量型闭环控制技术,从而彻底客服开环步进电机丢步的问题,同时也能明显提升电机的高速性能、降低电机的发热程度和减小电机在震动,从而提升机器的加工速度和精度以及降低机器能耗。 -
 2HSS86H闭环步进驱动器概述: SZGH-2HSS86H 混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。2HSS86H闭环步进驱动器0.00概述: SZGH-2HSS86H 混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。
2HSS86H闭环步进驱动器概述: SZGH-2HSS86H 混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。2HSS86H闭环步进驱动器0.00概述: SZGH-2HSS86H 混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。 -
 2HSS57闭环步进驱动器概述: 2HSS57混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。2HSS57闭环步进驱动器0.00概述: 2HSS57混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。
2HSS57闭环步进驱动器概述: 2HSS57混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。2HSS57闭环步进驱动器0.00概述: 2HSS57混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用典型的三环控制方法(位置回路,速度回路以及电流回路),兼容步进和伺服双重优点,适合驱动两相混合式步进电机。是一款性价比极高的运动控制产品。 -
 2DM860H 2相步进驱动器概述: 2DM860H是最新的数字步进电机驱动器,采用最新的32位DSP控制技术,用户可以设置25600以内的任何段和额定电流范围内的多量程电流值,内置微技术,2DM860H驱动器大大提高稳定性并降低 细分下的噪音。 内置自动参数调整功能,可自动调整不同电机的最佳运行参数,最大限度地提高电机性能。2DM860H 2相步进驱动器0.00概述: 2DM860H是最新的数字步进电机驱动器,采用最新的32位DSP控制技术,用户可以设置25600以内的任何段和额定电流范围内的多量程电流值,内置微技术,2DM860H驱动器大大提高稳定性并降低 细分下的噪音。 内置自动参数调整功能,可自动调整不同电机的最佳运行参数,最大限度地提高电机性能。
2DM860H 2相步进驱动器概述: 2DM860H是最新的数字步进电机驱动器,采用最新的32位DSP控制技术,用户可以设置25600以内的任何段和额定电流范围内的多量程电流值,内置微技术,2DM860H驱动器大大提高稳定性并降低 细分下的噪音。 内置自动参数调整功能,可自动调整不同电机的最佳运行参数,最大限度地提高电机性能。2DM860H 2相步进驱动器0.00概述: 2DM860H是最新的数字步进电机驱动器,采用最新的32位DSP控制技术,用户可以设置25600以内的任何段和额定电流范围内的多量程电流值,内置微技术,2DM860H驱动器大大提高稳定性并降低 细分下的噪音。 内置自动参数调整功能,可自动调整不同电机的最佳运行参数,最大限度地提高电机性能。 -
 2DM8602DM8600.00
2DM8602DM8600.00 -
 SZGH-15360AC 3600W 伺服电机概述: SZGH-15360AC 是3.6KW低惯性伺服电机,2000rpm,运动稳定性好,噪音低,无震动,容易安装和操作。
SZGH-15360AC 3600W 伺服电机概述: SZGH-15360AC 是3.6KW低惯性伺服电机,2000rpm,运动稳定性好,噪音低,无震动,容易安装和操作。 -
 SZGH-04005D 50W 伺服电机概述: SZGH - 04005D 50W伺服马达,速度高、精度高、低电机噪声和低加热性能,在正常的伺服系统的成本
SZGH-04005D 50W 伺服电机概述: SZGH - 04005D 50W伺服马达,速度高、精度高、低电机噪声和低加热性能,在正常的伺服系统的成本 -
 SZGH-SD2026SZGH-SD20260.00
SZGH-SD2026SZGH-SD20260.00 -
 SZGH-SD2010SZGH-SD20100.00
SZGH-SD2010SZGH-SD20100.00 -
 SZGH-SD2004SZGH-SD20040.00
SZGH-SD2004SZGH-SD20040.00 -
 SZGH-753H 交流伺服驱动器75A 380VAC概述: SZGH-753交流伺服驱动器可在11KW 380V交流伺服电机内工作。 它具有高性能,无噪音,工作稳定。
SZGH-753H 交流伺服驱动器75A 380VAC概述: SZGH-753交流伺服驱动器可在11KW 380V交流伺服电机内工作。 它具有高性能,无噪音,工作稳定。 -
SZGH-751H交流伺服驱动器220V 75A概述: SZGH-751是220V AC 75A伺服驱动器,可在5.5KW以内工作,伺服电机。 它具有高性能,无噪音,工作稳定。
-
SZGH-751 交流伺服驱动器概述: SZGH-751是220V AC 75A伺服驱动器,可在5.5KW以内工作,伺服电机。 它具有高性能,无噪音,工作稳定。
-
SZGH-503 AC伺服驱动器概述: SZGH-503交流伺服驱动器可与3.8KW以上的4.5KW伺服电机配合使用。 它具有高性能,无噪音,工作稳定。
-
SZGH-501H交流伺服驱动器系列概述: SZGH-501交流伺服驱动器,可在3.8KW范围内工作,伺服电机。 它具有高性能,无噪音,工作稳定。
-
SZGH-501 AC伺服驱动器220V 50A概述: SZGH-501交流伺服驱动器,可在3.8KW范围内工作,伺服电机。 它具有高性能,无噪音,工作稳定。
-
 SZGH-302H交流伺服驱动器系列概述: SZGH-302交流伺服驱动器是高性能产品,它实现了在一个驱动器中同时控制两个电机,改变了一个驱动器只连接一个电机的先前条件,现在SZGH-302可以用双伺服电机工作,一个用于X 轴伺服电机,另一个是Z轴伺服电机同时工作,在一定程度上,它节省了客户的应用成本。SZGH-302H交流伺服驱动器系列0.00概述: SZGH-302交流伺服驱动器是高性能产品,它实现了在一个驱动器中同时控制两个电机,改变了一个驱动器只连接一个电机的先前条件,现在SZGH-302可以用双伺服电机工作,一个用于X 轴伺服电机,另一个是Z轴伺服电机同时工作,在一定程度上,它节省了客户的应用成本。
SZGH-302H交流伺服驱动器系列概述: SZGH-302交流伺服驱动器是高性能产品,它实现了在一个驱动器中同时控制两个电机,改变了一个驱动器只连接一个电机的先前条件,现在SZGH-302可以用双伺服电机工作,一个用于X 轴伺服电机,另一个是Z轴伺服电机同时工作,在一定程度上,它节省了客户的应用成本。SZGH-302H交流伺服驱动器系列0.00概述: SZGH-302交流伺服驱动器是高性能产品,它实现了在一个驱动器中同时控制两个电机,改变了一个驱动器只连接一个电机的先前条件,现在SZGH-302可以用双伺服电机工作,一个用于X 轴伺服电机,另一个是Z轴伺服电机同时工作,在一定程度上,它节省了客户的应用成本。
















关注官方微信公众号
或搜索“贯虹自动化”
更多精彩等着你!
手机: +86-13728601949
电话:+86-755-26099399
传真:+86-755-61885186
Email: sales04@szghauto.com
what app&We chat ID: +86-13728601949
what app&We chat ID: +86-19928711953
地址:深圳市龙岗区横岗街道六约社区深惠路536号安信大厦503室和507室

在线留言
Copyright 2022 深圳贯虹自动化有限公司 版权所有 粤ICP备19031174号-1 网站建设:中企动力 深圳 SEO